
磨削技術
單量硅的磨削方法 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 發(fā)布時間:2022/12/30 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 單量硅的磨削方法 與傳統(tǒng)的硅片研磨加工相比,硅片的磨削加工能夠更好地控制幾何尺寸和精度、可獲得較低的亞表面摜傷、較高的加工效率和較低的加工成本。因此,超精密磨削技術作為IC制造中一種先進的大直徑硅片加工技術受到了極大的重視,一些先進實用的硅片磨削技術應運而生,如轉(zhuǎn)臺式磨削、硅片旋轉(zhuǎn)磨削和雙面磨削技術等。 (1)轉(zhuǎn)臺式磨削 轉(zhuǎn)臺式磨削是較早應用的硅片磨削技術,其工作原理如圖8所示。這種技術采用杯形金剛石砂輪立軸磨削方式;通過真空吸柱將多個硅片固定于轉(zhuǎn)臺上,在轉(zhuǎn)臺的帶動下同步旋轉(zhuǎn),硅片本身并不繞其軸心轉(zhuǎn)動;直徑大于硅片的砂輪安裝于高精度滾動軸承或靜fit,空氣軸承的主軸上高速旋轉(zhuǎn),同時沿軸向進給。轉(zhuǎn)臺式磨削有端面切入式磨削和端面切向式磨削兩種。端面切入式磨削時,砂輪工作面寬度大于硅片直徑,砂輪沿其軸向連續(xù)進給直至去除加工余量,磨削到要求的厚度尺寸為止,然后硅片在轉(zhuǎn)臺的帶動下轉(zhuǎn)位。端面切向式磨削時,砂輪繞其軸線旋轉(zhuǎn)并進行軸向進給,硅片隨旋轉(zhuǎn)工作臺運動做水平切向連續(xù)進給,直至磨削到要求的厚度尺寸為止。根據(jù)磨削深度和轉(zhuǎn)臺進給速度的不同,它還分為往復進給磨削或緩進給磨削。 與研磨方法相比,轉(zhuǎn)臺式磨削具有去除率高,表面損傷小,容易實現(xiàn)自動化等優(yōu)點。但是轉(zhuǎn)臺式磨削時砂輪進給受硅片之問加工余量不均勻的影響;此外,由予磨削過程中砂輪的接觸面積、接觸長度B和切入角0(砂輪外圓與硅片外圓之間夾角)均隨著砂輪切入位置的變化而變化,如圖9所示,導致磨削力不恒定,且變化的法向磨削力會引起工藝系統(tǒng)的彈性變形使硅片產(chǎn)生中凸現(xiàn)象,并容易產(chǎn)生塌邊、崩邊等缺陷,難以獲得理想的面型精度和表面質(zhì)量。特別是硅片直徑增大后,磨床旋轉(zhuǎn)工作臺尺寸也要相應增大,工作臺面型精度和運動精度不易保證。因此,轉(zhuǎn)臺式磨削技術主要應用于直徑小于等于200mm硅片的加工。 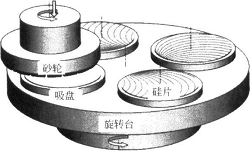 圖8轉(zhuǎn)臺式磨削的工作原理示意圖 為提高磨削效率,商用平面切向式磨削設備通常采用多砂輪結(jié)構(gòu)。例如在設備上裝備一套粗磨砂輪和一套精磨砂輪,旋轉(zhuǎn)臺旋轉(zhuǎn)一周依次完成粗磨和精磨加工,該形式設備有美國 GTI公司的G一500DS轉(zhuǎn)臺式磨削設備(圖10)。 (2)硅片旋轉(zhuǎn)磨削 硅片旋轉(zhuǎn)磨削(Wafer Rotation Griding)是目前應用較多的硅片磨削方法,其工作原理如圖11所示。這種技術采用杯形金剛石砂輪立軸或臥軸磨削方式:工件轉(zhuǎn)臺略大于硅片,通過真空吸缸每次裝夾1個硅片,使硅片的中心與轉(zhuǎn)臺的中心重臺,并將杯形金剛石砂輪的工作面調(diào)整到硅片的中心位置;砂輪安裝于高精度滾動軸承或靜壓空氣軸承的主軸上高速旋轉(zhuǎn),硅片繞其軸線回轉(zhuǎn),砂輪主軸只作軸向進給,進行切入磨削。 硅片旋轉(zhuǎn)磨削與旋轉(zhuǎn)工作臺磨削相比具有以下優(yōu)點。 ①利用硅片旋轉(zhuǎn)磨削時,硅片每轉(zhuǎn)的磨削深度£o與砂輪軸向進給速度uf和硅片轉(zhuǎn)速nw的關系為tw=uf/rlw。由此式可知,在保持與普通端面磨削相同的磨削深度時,可以通過同時提高硅片轉(zhuǎn)速uw和砂輪軸向進給速度研來實現(xiàn)高效磨削。另外,對給定的砂輪軸向進給速度uf,通過提高硅片轉(zhuǎn)速uf。可以減小硅片每轉(zhuǎn)的磨削深度,實現(xiàn)微量切深磨削。  圖10美國GTI公司的G-500DS轉(zhuǎn)臺式磨削設備 ②杯形砂輪只是進行軸向切入磨削,砂輪與硅片的接觸面積、接觸長度B和切入角口固定,如圖12所示。因此,其磨削力相對比較恒定,加工狀態(tài)穩(wěn)定,硅片的面型精度高。 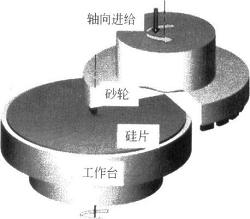 圖11 硅片旋轉(zhuǎn)磨削的工作原理示意圖 圖12硅片旋轉(zhuǎn)磨削時的砂輪接觸弧長和切入角 ③硅片磨削面型輪廓與砂輪和硅片軸線的夾角存在定量關系,如圖13所示。根據(jù)所檢測的硅片表面輪廓,通過微調(diào)整砂輪軸線和工件軸線之間的夾角,從理論上可以實現(xiàn)硅片面型精度的主動控制。 ④磨床只有沿砂輪主軸方向的進給運動,簡單結(jié)構(gòu)和運動有利于保證磨床的精度和剛度。 ⑤每加工一個硅片時,砂輪進行連續(xù)的軸向切入磨削,加工余量不受限制,磨削進給不受硅片之問加工余量不均勻的影響,砂輪的磨損對硅片平整度的影響較小。 ⑥硅片旋轉(zhuǎn)磨削設備結(jié)構(gòu)緊湊,容易實現(xiàn)主軸多工位集成。 由于硅片旋轉(zhuǎn)磨削具有上述優(yōu)點,所以它不僅用于硅片制備過程中的硅片乎整化加工,而且廣泛應用于IC后道制程中硅晶圓的背面減薄加工,成為超精密加工硅片的主流技術。 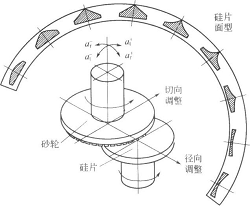 圖13 硅片磨削面型輪廓與砂輪和硅片軸線夾角的關系 (3)雙面磨削 雙面磨削是因為旋轉(zhuǎn)磨削方法磨削多線切割的硅片時存在表面波紋度“誤差復印”的缺點,于20世紀90年代開發(fā)應用的硅片磨削技術,其工作原理如圖14所示。單晶硅片由兩側(cè)面對稱分布的氣體靜壓或液體靜壓夾持器支承在保持環(huán)中,在輥子的帶動下緩慢旋轉(zhuǎn)。一對杯形金剛石砂輪位于單晶硅片的兩側(cè),在空氣軸承電主軸驅(qū)動下沿相反的方向旋轉(zhuǎn)的同時,同步軸向進給磨削硅片的兩面。按照砂輪軸布置方向,雙面磨削分為臥式雙面磨削和立式雙面磨削,雙面磨削可有效去除多線切割硅片表面的波紋度和錐度,主要用于硅片制備過程中的硅片平整化加工,但不能用于IC后道制程的硅晶圓背面減薄加工。圖15為日本 Koyo公司生產(chǎn)的DXSG320臥式雙面磨削設備。 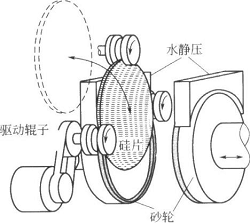 圖14雙面磨削的工作原理不意圖 表9所示為上述三種單晶硅片的磨削與雙面研磨的對比。雙面研磨主要應用于200mm以下硅片加工,具有較高的出片率。由于采用固結(jié)磨料砂輪,單晶硅片的磨削加工能夠獲得遠高于雙面研磨后的硅片表面質(zhì)量,因此硅片旋轉(zhuǎn)磨削和雙面磨削都能夠滿足主流300mm硅片的加工質(zhì)量要求,是目前最主要的平整化加工方法。選擇硅片平整化加工方法時,需要綜合考慮單晶硅片直徑大小、表面質(zhì)量以及拋光片加工工藝等要求。晶圓的背面減薄加工只能選擇單面加工方法,如硅片旋轉(zhuǎn)磨削方法。  圖15 日本Koyo公司DXSG320臥式雙面磨削設備 表9 單晶硅磨削方法的比較
|
產(chǎn)品展示
聯(lián)系我們
公司地址:南通市通州區(qū)通揚南路588號
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網(wǎng)址:http://www.yejunsheng.com
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網(wǎng)址:http://www.yejunsheng.com