
磨削技術
高效深切磨削溫度 |
| 發(fā)布時間:2020/6/17 |
| 高效深切磨削溫度 由于磨削的幾何區(qū)域和運動學上的改變,與平面磨削相比,外圓磨削熱傳導和磨削液的供給條件都有所不同。在高效深磨條件下,無論是平面磨削,還是外圓磨削,比磨削都能降到很低水平(低至7.25J /mm3),比磨削能隨著磨屑厚度的增加而降低。為了成功地將高效深磨應用于外圓磨削,并取得很高的材料磨除率和高效的熱傳導條件,經實踐證明,從理論上預測磨削溫度并加上表面完整性的研究是行之有效的工具。 在大磨削深度磨削狀態(tài)下,接觸區(qū)和加工面上的磨削溫度都可以通過最新開發(fā)的圓弧熱度一源模型來估算,它能計算出傳導到或者說轉換到磨削區(qū)內正處于接觸狀態(tài)的各個元素上的熱量,這些元素包括工件、砂輪、磨屑和磨削液。根據(jù)磨屑溫度從環(huán)境溫度增加到接近該材料熔點,可以估算出磨屑從磨削區(qū)帶走的熱量。從最新發(fā)表的論文中可以找到大磨削深度磨削條件下如何計算磨削溫度的具體過程。較高的溫度通常會導致被磨工件表面顯微結構的改變并使表面殘留有拉應力。 (1)圓弧熱源模型 如圖8所示,磨削面熱源的作用可看成是半徑為R的圓弧上的無數(shù)條移動線熱源作用的總和,先熱源線熱源位于以速度u移動的坐標系中。工件內任意點M(z,z),受弧長為z,的整個面熱源作用,在時間t后的溫升可表達為一磨削長度)的解接近穩(wěn)態(tài)解。 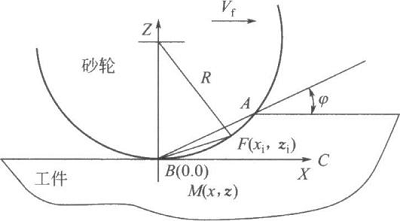 圖8圓弧熱源模型 高效深磨溫度的求解一般有基于圓弧移動熱源理論的近似解析法和基于離散數(shù)學的數(shù)值解法,高效深磨中的圓弧熱源模型,已被大多數(shù)研究者所采用。該模型與實際磨削狀況比較吻合。 盡管解析法所得的解能夠比較清楚地表示出各種因素對熱傳導過程或溫度分布的影響,但情況稍微復雜,解析解法就很難或不可能求解了,除非對原有問題進行簡化。如簡化零部件形狀、簡化導熱體表面?zhèn)鳠釥顟B(tài)等,這在一定程度上影響了求解的準確性。 數(shù)值解法以離散數(shù)學為基礎,以計算機為工具,其理論基礎雖不如解析法那樣嚴密,但對實際問題有很大的適應性。不需要像近似解析解法那樣要進行許多假設。因而一般稍微復雜的高效深磨溫度計算,都是通過數(shù)值解法求解,主要的數(shù)值解法為有限元法。 可以發(fā)現(xiàn):隨著工件速度的增大,磨削熱在工件的滲透減小。因此,在高效深磨加工中,其熱滲透層要比緩進給深磨小。比較已加工面和接觸面上的平均速度,可知在高效深磨加工中,已加工面的溫度比接觸面低得多。在高效深磨加工中,磨削熱進人工件的深度比緩進給深磨要淺;磨削熱集中在砂輪與工件的接觸層,而該層在加工中作為磨屑被快速而且連續(xù)地去除,從而帶走了大量的磨削熱。因此,在高磨除率(即高工件速度)條件下,工件的磨削溫度較低。高效深磨加工的優(yōu)點在于:比磨削能和進入工件的磨削熱都減小,這樣就抵消熱流密度的增加,再輔之以有效的磨削液冷卻,可見在非常高的材料磨除率條件下,磨削接觸區(qū)的溫度是較低的,從而有效地避免了工件的磨削燒傷。 在高效深磨條件下,隨著材料的比磨除率增大,分配給磨屑的磨削熱比例R。h增大,而且可以說絕大部分磨削熱由磨屑帶走。隨著比磨除率的增加,分配到工件的磨削熱比例R。減少;同時,分配到磨削液中的磨削熱只占總磨削熱中的--,b部分,也隨比磨除率的增加而減少。但是,磨削液的充分供給有助于降低磨削能,也就是降低磨削熱的大小,這時磨削液主要是保證砂輪和工件之間有充分的潤滑。 在比磨除率很高的條件下,分配到工件的磨削熱Qw值變得與磨屑溫度Tch有關。當 Tch升高到材料的熔點1500度時,Qw下降到一個非常小的值;同樣,分配到工件的磨削熱的比例Rw也隨比磨除率的增加而減小,最終會小于總磨削熱的10%。由此可見,在非常高的磨削溫度下,工件表面的磨削溫度會低到不會有磨削燒傷。盡管在高效深磨條件下,磨削熱的總量很高,但由于其分配給工件磨削熱的比例Rw低,再加上工件已加工面的磨削溫度要比接觸面低得多,所以,工件已加工面的磨削溫度會低到可以避免燒傷。 在高效深磨加工中,比磨削能之所以低,部分原因是高的比磨除率,這時磨屑厚度很大,導致了磨粒的自銳作用增強,從而在磨削中磨粒的磨削作用更有效,而其摩擦和耕犁作用大為減弱;同時,另外部分原因是;在磨削剪切區(qū),工件材料受熱變軟,而這主要是因為非常高的應變率(變形速度)和接近絕熱的磨屑剪切工藝過程。 在設計高效深磨工藝時,選擇合適的加工工藝參數(shù)是一個關鍵的參數(shù)。只要選擇一個最優(yōu)的加工工藝參數(shù),就能在很高的磨削加工材料磨除率條件下,獲得好的磨削加工工件表面的完整性。同時,選擇一個好的磨削加工條件也能使磨削液的冷卻作用充分發(fā)揮出來。 當然,砂輪的狀態(tài)也很重要。砂輪抗磨損性能好、砂輪的自銳性好及砂輪修整效果好等,都對高效深磨工藝有好的影響。 (2)高效深磨溫度的理論公式 英國的W.B.Rowe在金屬材料的高效深磨方面做了大量研究,提出了在磨削過程中,總的熱量主要分配在工件、砂輪、磨屑和磨削液中的理論模型,也對其進行了大量驗證,與實際試驗結果吻合得很好,是到目前為止考慮各種影響因素最全面的一種。根據(jù)他的理論模型和溫度的估算公式,可以推導出一個熱量分配到工件中的部分占總體熱量比例的一個模型。 通過匹配理論接觸溫度值和沿接觸弧長得到的實驗數(shù)據(jù),又得到了磨削熱分配到工件中間去的平均系數(shù)。需要指出的是,沿著接觸弧長,不同地方分配系數(shù)的值還是有些差異的。事實上,很難沿著整個接觸弧長匹配所有的溫度值,所以,這里的平均系數(shù)是通過匹配平均理論接觸溫度值和沿實驗數(shù)據(jù)的平均值簡化得到的,這種方法更加直接一些。高效深磨溫度的理論模型簡述如下。 對于高效深磨來說,C值由接觸面的溫度所決定,受磨削中的Peclet數(shù)和砂輪工件接觸角的影響,這里接觸角由下式推出已加工表面上最大溫度Tfin可由其與最大接觸面溫度Tcon的關系表達,其比值隨著Pelect數(shù)和接觸角的增大而減小。 ②Ks磨粒的傳熱系數(shù)來自Hahn提出的一顆磨粒在工件上滑動的模型。這種分析與熱傳遞給磨屑和磨削液無關,則砂輪和工件子系統(tǒng)的熱分配比Rws為 在得出以上四個傳熱系數(shù)的基礎上,可以得出以下最大接觸溫度的計算公式,在得到了最大接觸溫度的條件下就可以將其代人式(6)去求得傳人工件、砂輪、磨削液和磨屑中的熱量qw、qs、gf和qch,也就是可以反推出傳人工件的熱量占總熱量的比例的求解公式范圍內變化。 |
產品展示
聯(lián)系我們
公司地址:南通市通州區(qū)通揚南路588號
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.yejunsheng.com
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.yejunsheng.com